
 Tiếng Việt
Tiếng Việt 日本語
日本語Deciding to move production out of China is the easy part. The harder question — the one that stalls most transitions for months — is how do we actually do this without breaking our supply chain in the process? Whether you’re managing a single power-adapter program or a full automotive-electronics line, the switch from a Chinese PCBA supplier to a non-China PCBA manufacturer in Vietnam follows a fairly predictable sequence — the failures almost always come from skipping a step, not from Vietnam itself.
This guide covers exactly how to switch PCBA manufacturer from China to Vietnam in six stages: due diligence, design transfer, prototype build, qualification, and volume ramp. If you’re still deciding whether Vietnam is the right destination at all, our China+1 strategy overview covers that decision first.
Why a staged transition beats a hard cutover
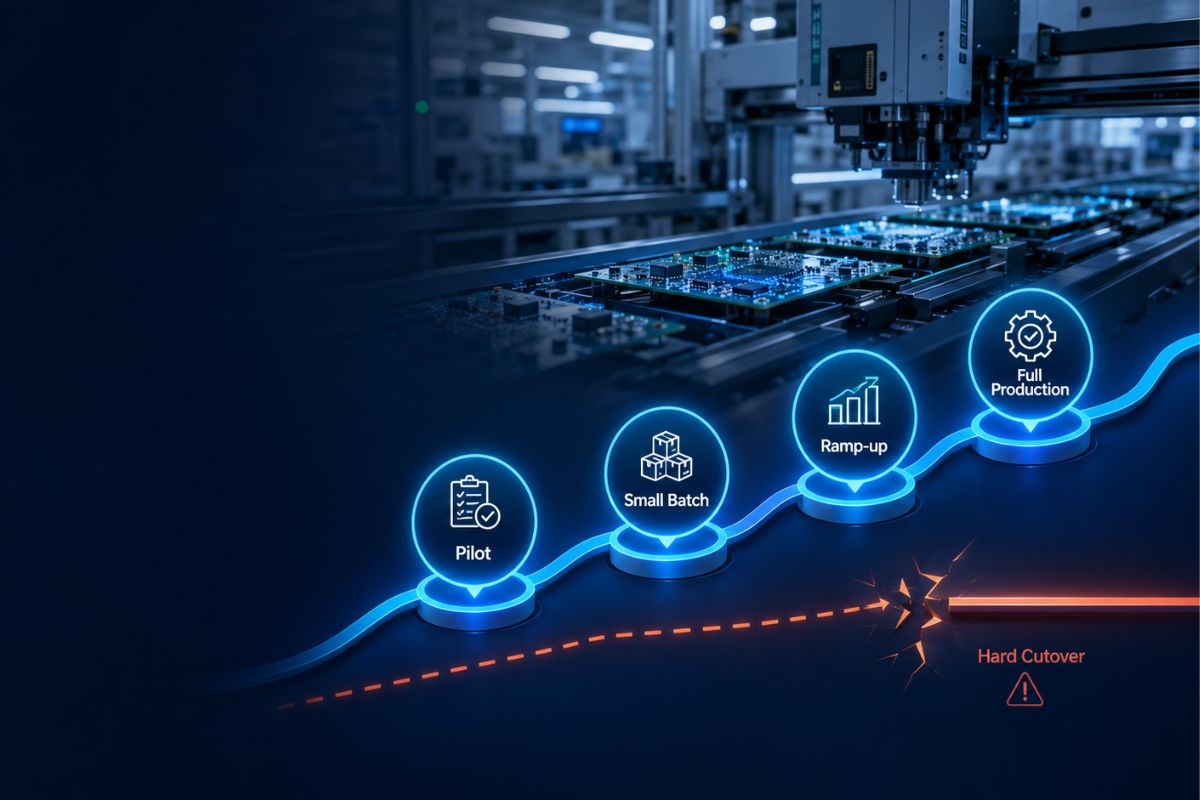
Very few OEMs move 100% of production in a single step, and for good reason. According to a 2025 WTW research survey cited by NetSuite, 50.4% of organizations had adopted dual-sourcing strategies to manage supply chain risk, up from 43% in 2023 — and the same report notes that Apple cut the share of iPhone shipments sourced from China from 61% to 25% within roughly two quarters by running parallel supply paths rather than an abrupt switch. The pattern holds for PCBA: run your existing China supplier and your new Vietnam manufacturer in parallel for at least one production cycle before fully retiring the old line.
Quick-view: the transition timeline
| Stage | What happens | Typical duration |
|---|---|---|
| 1. Due diligence & shortlisting | Factory audit, certification review, quote comparison | 2–4 weeks |
| 2. DFM review & design transfer | BOM/Gerber handoff, manufacturability review | 1–2 weeks |
| 3. NPI & prototype build | First engineering builds, functional testing | 2–4 weeks |
| 4. First article inspection / PPAP | Formal qualification against spec (longer for automotive/medical) | 1–3 weeks |
| 5. Production readiness & pilot run | Small-batch validation run before full volume | 2–3 weeks |
| 6. Volume ramp with dual sourcing | Parallel production, gradual shift of order share | 1–2 production cycles |
Total elapsed time typically runs 8–16 weeks before first commercial shipment, longer for regulated products. Timelines below assume a mid-complexity board; simple consumer electronics can move faster, automotive- or medical-grade programs will run longer.
Step 1: Supplier due diligence and shortlisting
Before any design file changes hands, qualify the manufacturer itself. This means verifying certifications (ISO 9001 at minimum; IATF 16949 for automotive, ISO 13485 for medical), production capacity against your volume, and — critically — asking for objective data rather than marketing claims. Our electronics supplier due diligence checklist and factory audit checklist outline exactly what to verify on-site or via a virtual audit.
One useful diagnostic from PCBCart’s supplier evaluation guide: ask for defective-parts-per-million (DPPM) data across the supplier’s customer base. A manufacturer confident in its quality performance will share it; hesitation is itself a signal. If you need a structured framework for this stage, our EMS provider selection guide breaks the evaluation into weighted criteria rather than a single pass/fail checklist.
Step 2: DFM review and design transfer
Once you’ve selected a manufacturer, the design package moves over: Gerber files, BOM, assembly drawings, and any test procedures. A competent Vietnam PCBA partner will run a Design for Manufacturability (DFM) review before committing to a build date — this catches component footprint mismatches, panelization issues, or obsolete parts that were tolerated by the previous factory’s specific process but won’t translate cleanly to a new SMT line. Our DFM checklist for PCBA manufacturing lists the specific items worth reviewing before you approve a design for transfer.

This is also the point to flag any components sourced through your previous supplier’s proprietary or regional distribution — if a part was only available through a Chinese distributor relationship, your new manufacturer’s procurement team needs to requalify an equivalent source early, not discover the gap during the pilot build.
Step 3: NPI and prototype build
New Product Introduction (NPI) is where the design becomes a physical, testable board for the first time at the new factory. Expect several iterations at low quantity — typically single-digit to low-hundreds of units — through prototype PCBA manufacturing, with functional testing after each build to confirm the board performs to spec, not just that it was assembled correctly.
Treat this stage as a checkpoint, not a formality. Problems caught here cost hours; the same problems caught after volume ramp cost weeks and rework across an entire production lot.
Step 4: First article inspection (and PPAP for regulated industries)
A First Article Inspection (FAI) is a full dimensional and functional review of the first unit built to a new or changed process — confirming the manufacturing process, not just the individual part, meets specification. For consumer electronics, a documented FAI is usually sufficient. For automotive programs, expect a full Production Part Approval Process (PPAP): a more extensive submission package covering process capability, control plans, and run-at-rate data, standardized by the Automotive Industry Action Group and required under IATF 16949. According to OpenBOM’s guide to first article inspections, any change in supplier, tooling, or facility — exactly what a China-to-Vietnam switch involves — triggers a new FAI or PPAP, even if the part design itself hasn’t changed.
Build this into your timeline explicitly. A rushed or skipped FAI is the single most common reason transitions surface quality problems after volume has already started shipping.
Step 5: Production readiness and a pilot run
Before committing to full volume, run a production readiness review and a small pilot batch — enough units to validate the SMT line, test fixtures, and packaging at production tempo rather than prototype tempo. Production Validation Testing (PVT) at this stage confirms yield rates and process stability hold up outside the controlled conditions of an NPI build.
Step 6: Ramp to volume, with overlap
Shift order volume gradually rather than switching 100% on day one. A common pattern: 20–30% of volume to the new Vietnam line for the first production cycle, increasing each cycle as yield and delivery performance prove out, while your China supplier continues running the remainder. This overlap period is also when an Engineering Change Order (ECO) process earns its keep — any design tweaks discovered during ramp need to be documented and pushed to both suppliers in sync until the transition is complete, or you risk two factories quietly building to two different revisions.
Confirm lead time and minimum order quantity expectations with your new manufacturer before ramp, not during it — these numbers typically shift once you move from prototype-level orders to recurring production volume.
Don’t overlook country-of-origin rules during the overlap period

While you’re running both suppliers in parallel, you’re also running two different customs and tariff profiles at once. Section 301 duties apply specifically to goods of Chinese origin — meaning during the overlap period, your China-built units and your Vietnam-built units will clear customs under different duty treatment even though the design is identical. Customs authorities determine origin based on where substantial transformation occurs, not simply where final assembly happens, so if your Vietnam line is still sourcing key subassemblies from China, confirm with a licensed customs broker that the finished board actually qualifies as Vietnam-origin before you assume it’s outside Section 301 scope. Our tariff impact comparison between China and Vietnam covers this in more detail, and it’s worth revisiting once your bill of materials for the Vietnam-built version is finalized, since sourcing decisions made during DFM can directly affect origin qualification.
Common pitfalls to avoid
- Skipping FAI/PPAP to save time. This is the fastest way to discover a process gap after thousands of units have shipped instead of before.
- Transferring the BOM without a DFM review. A board that ran fine on one factory’s line can fail yield targets on another’s without design adjustments.
- Cutting over 100% immediately. Removes your safety net exactly when you need it most.
- Treating the switch as a one-time event. ECOs, requalification, and supplier scorecarding continue well past the first shipment.
Frequently asked questions
How long does it take to switch PCBA manufacturers from China to Vietnam?
Most consumer-electronics programs complete due diligence through first commercial shipment in 8–16 weeks. Automotive or medical-grade products, which require full PPAP or ISO 13485-aligned validation, typically take longer.
Do I need to requalify my components when switching manufacturers?
Yes, particularly parts sourced through your previous supplier’s regional distribution relationships. Confirm equivalent sourcing during the DFM review stage, not after prototype build.
Should I run both suppliers in parallel during the switch?
In most cases, yes. Dual sourcing during transition — even for one or two production cycles — is standard risk management and lets you validate the new manufacturer without exposing your business to a single point of failure.
What’s the difference between First Article Inspection and PPAP?
FAI is a dimensional and functional check of the first unit built to a new process. PPAP is a broader qualification package required primarily in automotive supply chains, incorporating FAI data along with control plans, process capability studies, and run-at-rate results.
Ready to plan your transition?
Talk to SHDC’s engineering team about a DFM review and quote before you commit to a switch date. If you’re still comparing where to move production, see our guide to the best country for PCBA manufacturing outside China.
